Improved Lime Mud Kiln Control System
A Lime Mud Kiln consists of three sequential operating zones: drying, heating, and calcining. To achieve proper calcination, lime is subjected to the calcining temperature for a certain length of the kiln. Since calcining is the final zone, any deviation from its required length causes variations in finished lime carbonate content. If mud evaporative load disturbances entering the drying zone are not effectively controlled to prevent changes in drying zone length, these changes will be transmitted through the kiln to the calcining zone, thus producing fluctuations in the calcining zone length. The result is over or under-calcined lime. (Read Article)
MC Control Problem
Many kilns are controlled using a traditional hot end temperature loop (het) and a cold end temperature loop (cet). Although the (cet) method controls in the right direction, it has two inherent problems that render it ineffective: (1) poor correlation between (cet) and mud moisture during unsteady state operation; and (2) no precise control algorithm is available for continuously re-calculating the (cet) setpoint to properly handle evaporative load disturbances. This cet/het control scheme allows uncontrolled mud MC variations to change the drying zone length, which are ultimately transmitted through the kiln to the final calcining zone where over or under-calcined lime is produced as a result of variations in time in the calcining zone.
Cost of Poor Mud MC Control
Moisture related problems such as carbonate variations and some water related ring formations are costly in terms of lower kiln capacity and in downtime costs for ring removal.
The Solution
Fortunately, a highly effective MC sensing and control system is available that solves the two problems mentioned above. It is based on a first principles derived mathematical model:
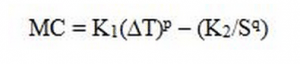
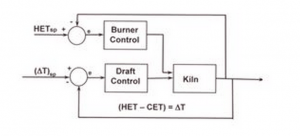
The model relates the MC of a product being dried to the temperature drop (∆T) of hot air after contact with the wet product and the production rate or evaporative load (S). As seen from the model, the moisture of lime mud can be sensed by replacing the (cet) loop with a delta t loop that consists of the difference in (het) and (cet) temperatures (het – cet). Figure (1) depicts this MC sensing and control loop. A control algorithm provided by the theoretically-based model enables the delta t loop setpoint to be precisely re-calculated following evaporative load changes entering with the feed. Prediction and control of mud MC from an external flash dryer can also be accomplished.
Figure (1) – Delta T Lime Mud MC Sensing and Control System