Exclusive Delta T Moisture Sensing & Control Technology
 The three main problems with traditional moisture (MC) sensing and control systems are:
The three main problems with traditional moisture (MC) sensing and control systems are:
- Lack of a MC sensor that is rugged, reliable, accurate, does not drift, does not require recalibration, and can be installed “inside-a-dryer, oven, kiln, or the like.
- Lack of a theoretically based control algorithm that precisely adjusts the setpoint following evaporative load changes to the dryer.
- Lack of an inside-the-dryer evaporative load SoftSensor.
Economic losses caused by these three main problems:
Products being dried usually have an upper MC specification limit (USL) that prevent growth of microorganisms such as mold. Due to the above-mentioned problems with currently used MC sensing and control systems, manufacturers must over dry their products to prevent producing products that would allow microorganisms to grow. In order to limit production above the USL to a negligible amount, the target MC is set at 2.5 or 3.0 standard deviations below the USL using equation (1).
Target MC = (USL) – (3 x s.d.) (1)
It follows from equation (1) that the lower the product MC standard deviation exiting the dryer, the higher the target mean MC can be , and the more water that can be safely sold with the product. If more water is left in the product without exceeding the USL, production is usually increased 0.5 % to 1.0%, unit energy consumption is reduced 5% to 10%, and product quality is improved by eliminating over and under-dried product. Recovery of these losses provides a major incentive for replacing currently-used MC sensing and control technology.
Delta T Improved MC Sensing & Control Technology:
Fortunately, the three main problems with traditional MC sensing & control technology have been solved by mathematical derivation of the Delta T dryer model:
MC = K1(ΔT)p – (K2/Sq) (2)
The model relates the product moisture (MC) exiting a dryer, kiln, oven, or the like to: (1) the temperature drop (∆T = delta t) of hot air following contact with the wet product; and (2) the production rate, evaporative load or dryer speed (S). Indirect dryers may also be controlled simply by using a suitable temperature difference (delta t). This new and exclusive Delta T model was awarded two patents covering both continuous and batch dryer control for application to direct and indirect dryers. It also provided the basis for the founding of Drying Technology in January 1987.
Methods for measuring the delta t term:
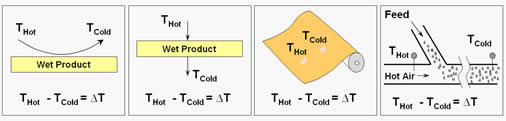
Figure (1) below portrays at least four ways for measuring the (∆T) process variable for use in sensing product MC, thereby, making it applicable to many products and dryer types. Successful applications are possible for rotary, flash, spray, ring, loop, tenters, lumber kilns, can, impingement, flow-through, hood, fluidized-bed, web, belt, batch dryers, etc.
Figure (1) – Various Methods of Measuring Delta T
The Delta T Technology—a significant and exclusive improvement
The theoretically-based Delta T model provided the following:
- an exclusive, new type MC SoftSensor, consisting of two ordinary temperature sensors and software, that can be installed “inside-the-dryer”, that is rugged, reliable, accurate, does not drift, and does not require re-calibration.
- an exclusive control algorithm that consistently and precisely maintains the target MC by continuously re-calculating a new set point following evaporative load changes to the dryer.
- An inside-the-dryer evaporative load SoftSensor.
Economic benefit of these exclusive advantages
The combined effect of solving these three problems is that the MC variation (standard deviation) of the product exiting the dryer is reduced at least 30% below that produced using traditional MC sensing and control methods. For those products sold by weight, a reduction in standard deviation allows the mean MC to be shifted upward (Figure 2) and more water sold with the product without exceeding the USL.
Figure (2) – Economic Gain from Increased Production, Energy Savings & Improved Quality
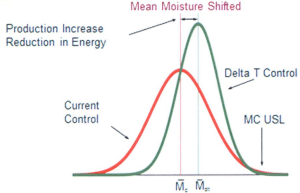
Some manufacturers don’t need additional production; therefore, they simply reduce the heat input and allow the MC to increase to the higher target MC that is still 3 standard deviations below the USL. The result is 4% to 10% energy savings and improved quality.
Extension of Delta T Technology
In addition to MC and evaporative load, the basic Delta T model has spawned development of four additional exclusive SoftSensors for inline sensing and control of the following product properties:
Additional SoftSensors
- Water Activity
- Relative Humidity
- Humidity
- Surface Temperature
- Drying Rate
- Evaporative Load
- Dew point
These additional SoftSensor and control systems are individually discussed under the SoftSensor section.
Benefits
- 5-10% reduction in energy consumption
- 0.5% to 1% more water sold with product
- Significant production increases
- 3-6 months payback
- Industries
- Food
- Pet Food
- Corn Gluten
- Dried Distillers Grains (DDGS)
- Biomass
- Textiles
- Non-Wovens
- Carpet
- Lumber
- Coaters
- Chemicals
- Pulp & Paper
- Minerals
- Building Panels
- Dryers
- Rotary
- Flash
- Spray
- Belt
- Fluidized-Bed
- Tenter
- Tumble
- Impingement
- Batch
- Ring
- Flotation